



Descripción
A manguito de acoplamiento tiene una única función: mantener dos varillas roscadas en perfecta alineación axial para que cada golpe de percusión de la fresa alcance la broca sin fugas laterales de energía. Si el manguito permite que las varillas se desplacen incluso 0,2 mm fuera del centro, se pierde fuerza de impacto, se acelera el desgaste de la rosca y se acorta la vida útil de la broca, rápidamente.
El manguito de acoplamiento RockHound R32 está disponible en dos configuraciones:

- Parada intermedia - Un resalte mecanizado en el orificio central impide que ambas varillas se enrosquen entre sí. Bloquea los extremos de la varilla en una separación fija, protegiendo las crestas de la rosca de “hongos” bajo impactos repetidos. Utilícelo para conexiones estándar de varilla a varilla y de adaptador de vástago a varilla.
- Reducción - Sin tope central; en su lugar, cada extremo está cortado a un tamaño de rosca diferente. Utilícelo cuando su sarta de perforación pase de un estándar a otro; por ejemplo, cuando una perforadora con barras R32 se alimente de un conjunto de extremo delantero T38.
Ambos tipos se tratan en detalle en nuestro Guía del manguito de anclaje del martillo en cabeza.
Características
Corte de roscas CNC de precisión
Todas las formas de rosca se cortan en tornos CNC automatizados, no a mano. El paso de rosca, el ángulo del flanco y el radio de la raíz tienen la misma tolerancia en la unidad uno y en la unidad quinientos. Una rosca floja desperdicia energía y provoca corrosión en cuestión de días.
Carcasa dura, núcleo resistente
El ciclo de carburación de 20 horas hace que el carbono penetre profundamente en la capa exterior de 0,8-1,2 mm. La dureza superficial protege las roscas de la abrasión; el núcleo de menor dureza se flexiona ante los golpes en lugar de agrietarse. Esta estructura de doble zona es la razón por la que nuestros manguitos rara vez se parten: se abollan antes de fracturarse.
Acabado superficial antidesgaste
El agarrotamiento de la rosca (dos superficies de acero en contacto que se sueldan bajo presión) acaba con más ciclos de cambio de varilla que el desgaste. Un recubrimiento de fosfato en los flancos de la rosca reduce el coeficiente de fricción en el primer contacto y retiene la grasa durante más tiempo entre aplicaciones.
Concentricidad real
Rectificamos el diámetro exterior después del tratamiento térmico para eliminar cualquier distorsión provocada por el temple. Una concentricidad inferior a 0,05 mm mantiene la onda de tensión en línea recta a través de la unión. Cualquier excentricidad crea un momento de flexión en la raíz de la rosca, el punto exacto en el que comienzan las grietas por fatiga.
Dimensiones conformes a las normas
Las roscas R32, R38 y T38 están mecanizadas según las tolerancias ISO/SIS, lo que hace que nuestros manguitos sean recambios intercambiables directos en los equipos Atlas Copco, Epiroc y Sandvik sin necesidad de modificación.
Especificación
Todas las medidas se verifican con los planos del producto. Los equivalentes en pulgadas se indican en el producto.
| Tipo | Hilo | Longitud L (mm) | Diámetro D (mm) | Peso (kg) | Código del producto |
|---|---|---|---|---|---|
| Parada intermedia | R22 | 150 | 30 | 0.5 | 302-3015-5151 |
| Parada intermedia | R25 | 140 | 37 | 0.6 | 302-3714-5252 |
| Parada intermedia | R28 | 150 | 45 | 1.0 | 302-4515-5353 |
| Parada intermedia | R32 | 150/160 | 45 | 1.1 | 302-4516-5454 |
| Parada intermedia | R38 | 170 | 55 | 1.7 | 302-5517-5656 |
| Reducción | R32/R38 | 170 | 55 | 1.6 | 303-5517-5456 |
| Reducción | R32/T38 | 190 | 55 | 2.2 | 303-5519-5476 |
L = longitud total; D = diámetro exterior. Para el tope intermedio del R32, disponemos de longitudes de 150 mm y 160 mm; la variante de 160 mm se adapta a los drifters con holguras más amplias de la varilla.
Comparación del rendimiento de las marcas
Datos de campo procedentes de explotaciones mineras independientes y bibliografía disponible públicamente sobre el producto. Esta tabla refleja los rangos de rendimiento observados; los resultados individuales dependen en gran medida del tipo de roca y de las prácticas de mantenimiento.
| Marca | Series de productos | Material | Vida útil media Vida útil | Notas |
|---|---|---|---|---|
| RockHound | Series 302 / 303 | 23CrNiMo + tratamiento térmico de 20 horas | 600-1,000 m | Centrado en la resistencia a la fatiga en roca dura; relación calidad-precio competitiva |
| Sandvik / Epiroc | Serie 7710 (herencia de Sandvik) | Acero patentado Sanbar 64 | 800-1,200 m | Referencia del sector en cuanto a rendimiento; mayor coste OEM |
| Epiroc | Serie 905 | Aleación estándar Cr-Mo | 500-900 m | Sólida red OEM; RockHound 23CrNiMo iguala o supera en aplicaciones de roca dura. |
| Martillo perforador Furukawa | Serie FR | Acero al Cr-Mo (grado no especificado) | 500-800 m | Fiable para rocas de dureza media; menos habitual en aplicaciones de granito duro |
| Materiales Mitsubishi | Serie R | Aleación especial Cr-Mo | 700-1,000 m | Alta precisión dimensional; normalmente se distribuye como suministro OEM en Asia-Pacífico |
*Promedios estimados en roca dura (UCS 150-200 MPa), lubricación adecuada y clase de energía de percusión estándar. Las cifras son indicativas; confírmelas con los datos de su emplazamiento.
RockHound no está afiliada a Sandvik, Epiroc, Furukawa o Mitsubishi Materials, ni cuenta con su respaldo o distribución. Los datos de la competencia se basan en documentación de producto disponible públicamente e informes de campo independientes.
Aplicaciones
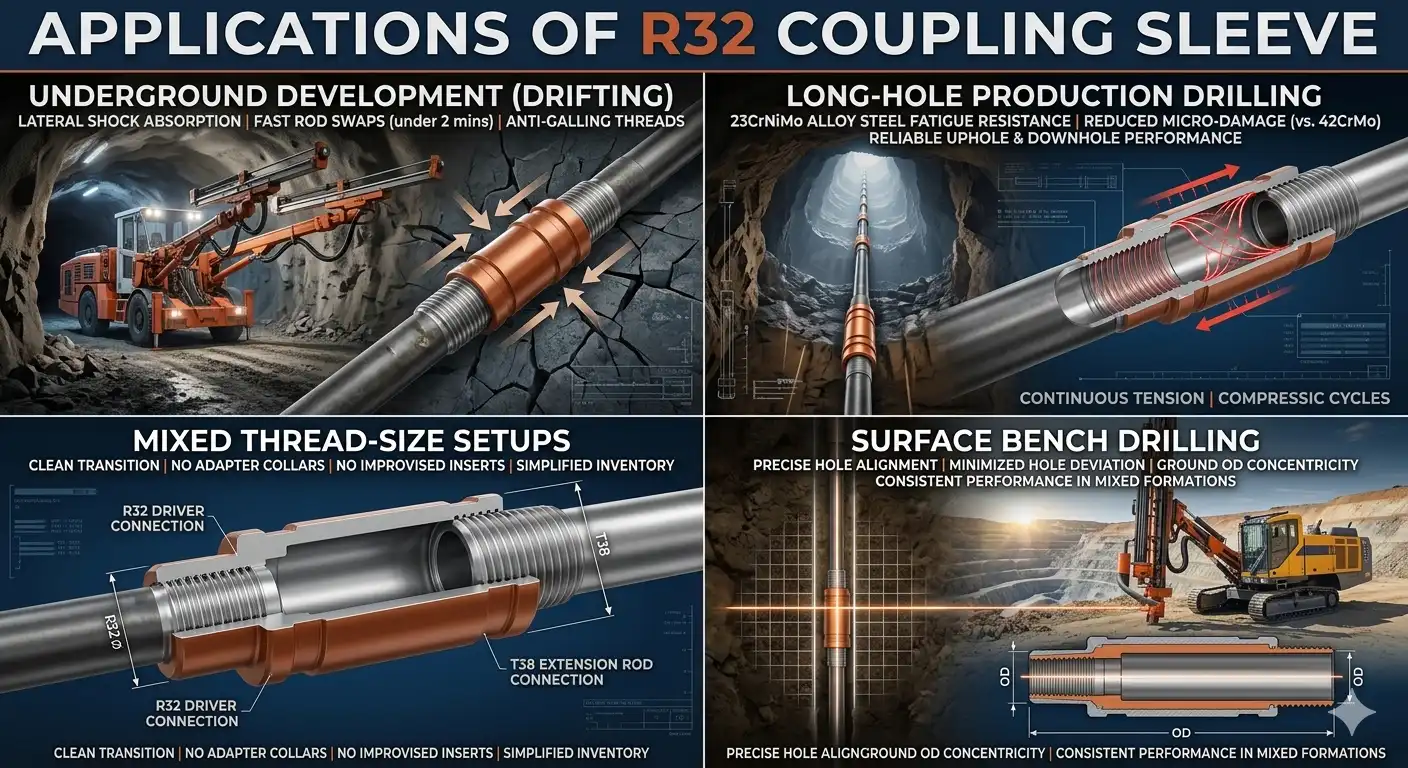
Desarrollo subterráneo (deriva)
En los túneles, la barra de perforación cambia de dirección docenas de veces por turno. Los manguitos soportan el impacto lateral cada vez que la barra de avance oscila. El acabado antigripado permite cambiar de barra en menos de dos minutos, incluso después de un turno completo de roca dura.
Perforación de agujeros largos de producción
Tanto los agujeros inferiores como los inferiores someten las roscas de los manguitos a continuos ciclos de tensión y compresión. La resistencia a la fatiga del 23CrNiMo se hace notar aquí: el material simplemente no acumula microdaños al ritmo que lo hace el acero 42CrMo ordinario.
Configuraciones de tamaños de rosca mixtos
En algunas operaciones se utilizan derivadores R32 emparejados con barras de extensión T38 para mayor alcance. El manguito de reducción realiza la transición de forma limpia. Sin collares adaptadores ni insertos roscados improvisados.
Perforación de superficie
Cuando la desviación del orificio es importante, la concentricidad de los acoplamientos también lo es. Nuestro diámetro exterior rectificado mantiene la sarta de varillas en su eje incluso en formaciones fracturadas o de dureza mixta.
Cómo elegir / seleccionar
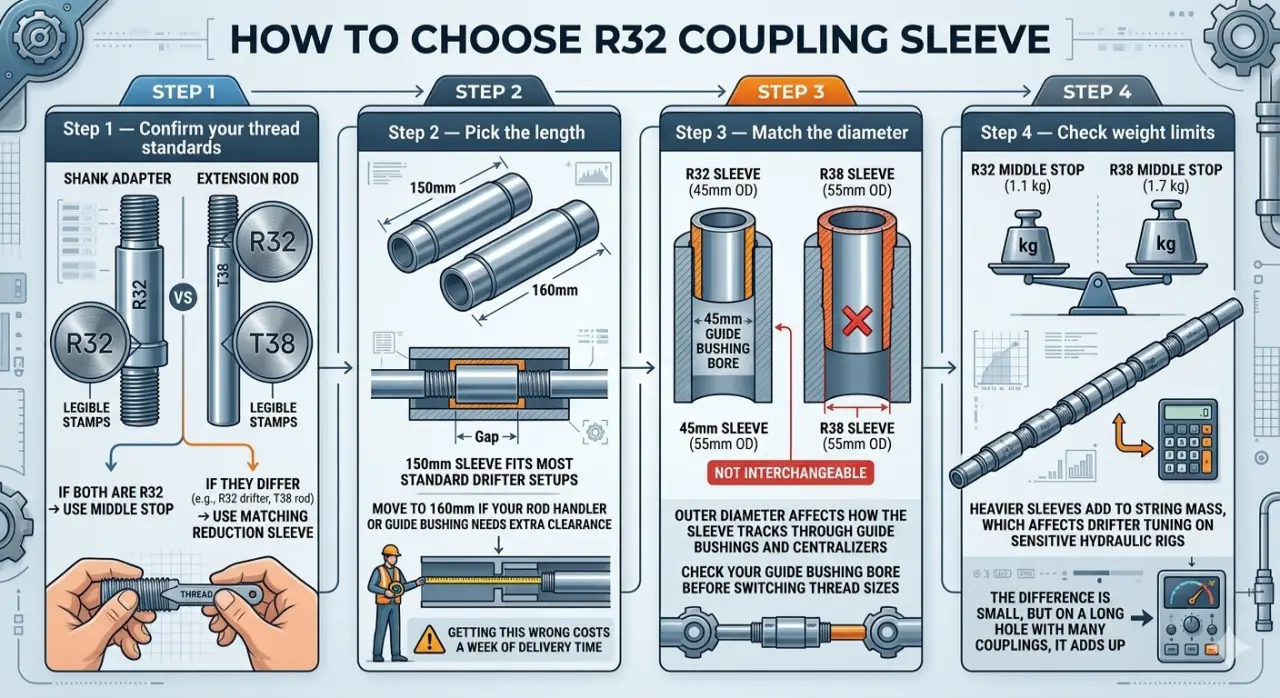
Paso 1 - Confirme sus normas de hilo Lea la marca de la rosca del adaptador de la caña y de la alargadera. No siempre coinciden, sobre todo en los aparejos antiguos que han sido modificados. Si ambos son R32, utilice un tope intermedio. Si difieren (por ejemplo, varilla R32, alargadera T38), utilice el manguito de reducción correspondiente.
Paso 2 - Elija la longitud El manguito de 150 mm se adapta a la mayoría de las configuraciones estándar de drifter. Cambie a 160 mm si su manipulador de varilla o casquillo guía necesita holgura adicional entre el extremo de la varilla y el centro del manguito. Mida la holgura en su viga de alimentación antes de realizar el pedido; equivocarse le costará una semana de plazo de entrega.
Paso 3 - Igualar el diámetro El diámetro exterior afecta a la forma en que el manguito se desplaza por los casquillos guía y los centralizadores. Un manguito R32 con un diámetro exterior de 45 mm y un manguito R38 con un diámetro exterior de 55 mm no son intercambiables en la misma guía. Compruebe el diámetro interior de su casquillo guía antes de cambiar de tamaño de rosca.
Paso 4 - Compruebe los límites de peso Los manguitos más pesados aumentan la masa de la cuerda, lo que afecta a la afinación de la deriva en aparejos hidráulicos sensibles. La diferencia entre un tope intermedio R32 (1,1 kg) y un tope intermedio R38 (1,7 kg) es pequeña, pero en un agujero largo con muchos enganches, suma.
Para una lógica de selección más detallada, lea nuestro guía de selección de manguitos de acoplamiento.
Consejos de mantenimiento
Grasa antes de cada conexión, sin excepción
La grasa para roscas no es opcional en los equipos de perforación por percusión. Aplique una capa completa en todos los flancos de la rosca antes de realizar la conexión. Las roscas secas se agrietan en un turno. Un manguito agrietado transfiere cargas desiguales y se rompe antes de tiempo.
Inspeccionar al inicio de cada turno
Pase el pulgar por las crestas roscadas de ambos extremos. Busque rebabas, puntos planos o crestas deformadas en forma de “W”. Cualquiera de estas señales significa que el manguito debe ponerse fuera de servicio antes de que empiece el taladrado del día.
Limpiar las roscas antes de la inspección
El polvo de roca se acumula en las raíces de las roscas y enmascara los daños iniciales. Limpie los hilos con un cepillo de alambre y luego con un trapo. Lo que parece un hilo desgastado a veces no es más que finos compactados, pero no podrá saberlo hasta que el hilo esté limpio.
Apriete correctamente las conexiones
Un casquillo apretado a mano se aflojará a la percusión. Un manguito sobreapretado precarga la raíz de la rosca más allá de su límite elástico. Siga las especificaciones de par de apriete de su fabricante. Si no tiene una, 200-250 Nm es un punto de partida razonable para R32.
Seguimiento de los ciclos de servicio
Escriba la fecha en cada manguito con un rotulador de pintura cuando entre en servicio. Los manguitos de acoplamiento de las perforaciones de producción suelen inspeccionarse después de 500-800 metros de perforación. No juzgue solo por la apariencia: la fatiga de la rosca interna no siempre se muestra en la superficie.
Tenemos experiencia en fabricación y mantenimiento. Artículo sobre fabricación y mantenimiento de manguitos de acoplamiento.
Marcas personalizadas - OEM / Soporte de etiquetas
Admitimos tiradas de producción OEM completas con su marca en el producto.
- Método de marcado: Grabado láser (permanente, sin daños superficiales en las zonas no sometidas a tensión)
- Tamaño máximo del logotipo: 100 × 100 mm
- Colocación: Centro del cuerpo del manguito, alejado de las zonas de enganche de la rosca
- MOQ para tiradas de marca: Contáctenos para más detalles
Las fundas de marca se envían en el embalaje especificado. No incluimos las marcas RockHound en los pedidos OEM.
Producción conexa
| Brocas | Barras de perforación | Adaptador de vástago |
|---|---|---|
PREGUNTAS FRECUENTES
El fallo de la rosca casi siempre se debe a una de estas tres causas: falta de lubricación en el regrueso, desalineación entre la varilla y el mandril de arrastre, o un manguito que ha sobrepasado su vida útil. El cambio al material 23CrNiMo añade resistencia a la fatiga, pero no solucionará una viga de alimentación mal alineada o roscas secas. Compruebe el programa de engrase y los casquillos guía de la barra antes de culpar al manguito.
Un tope intermedio tiene un reborde mecanizado dentro del orificio en el punto intermedio. Ambas varillas se enroscan desde cada extremo y se detienen en ese reborde, sin tocarse nunca. Esto protege los extremos de la rosca de daños por impacto. Un manguito de reducción no tiene tope interno y se rosca a dos tamaños diferentes, uno en cada extremo. Sólo tiene sentido cuando se están uniendo dos componentes con diferentes estándares de rosca, como una varilla R32 a un componente de fondo de pozo R38.
Sí, las formas de rosca R32 y R38 de nuestros manguitos se mecanizan según la misma especificación del Instituto Sueco de Normalización (SIS) que utilizan Atlas Copco y Sandvik (Epiroc). Nuestros manguitos se sustituyen directamente en las derivadoras de las series COP, RPC y Boomer sin necesidad de modificar la sarta de varillas.
La vida útil varía en función del tipo de roca, la velocidad de perforación y las prácticas de mantenimiento. En granito o cuarcita con una lubricación adecuada, un manguito de 23CrNiMo suele recorrer entre 600 y 1.000 metros antes de que las roscas muestren un desgaste apreciable. En formaciones abrasivas como el mineral silicificado, esa distancia desciende a 400-600 metros. Las roscas secas en cualquier formación reducen esa cifra a la mitad o más.
R32 es un perfil de rosca de cuerda con un diámetro nominal de 32 mm, definido por la norma sueca SIS 2521. Es uno de los tamaños de rosca Top Hammer más comunes del mundo. Los martillos perforadores Atlas Copco/Epiroc COP 1238, COP 1440 y Sandvik HL510 utilizan R32 como rosca de varilla estándar. Las varillas R32 también se utilizan ampliamente en los martillos perforadores Furukawa y Montabert de clase de energía de impacto comparable.
El manguito en sí es la misma pieza. Lo que cambia es el intervalo de inspección. La perforación de producción de pozos largos somete al manguito a más inversiones de tensión-compresión por metro que la perforación a la deriva. Recomendamos reducir el intervalo de inspección a la mitad en las perforaciones de producción: compruébelo cada 300-400 metros en lugar de cada 600.